Визуальный и измерительный контроль
Визуальный и измерительный контроль (ВИК) – так называется один из методов диагностики объекта неразрушающим способом. Рациональный, недорогой и практичный способ, закреплен в руководящей документации объектов всех категорий опасности (можно ознакомится ПБ 03-372-00 приложение №1). ВИК является не только самым распространенным, но и базовым, поскольку все остальные виды дефектоскопии проводятся после положительных результатов визуального измерительного осмотра.
Особенности организационных характеристик
Сам процесс состоит их двух составляющих: визуального осмотра и измерения геометрии обследуемого объекта или определенной области. Как первая часть, так и вторая очень сильно зависят от человеческого фактора, поэтому измерения проводят только аккредитованные специалисты, имеющие опыт и знающие особенности металлической или иной исследуемой структуры.
Визуальный осмотр выполняется как первично, так и параллельно измерительному. Характер проверяемых параметров существенно отличается. При визуальном осмотре выявляются такие факторы:
При измерении проводится проверка геометрии, качества поверхности. После чего эти данные сравниваются с нормативной документаций, разработанной конкретно для данного объекта.
Ценовая составляющая делает визуальный измерительный контроль самым доступным, поскольку здесь используются несложные измерительные инструменты и по большей части аналитика. Широкая область применения именно этого метода неразрушающего контроля (НК) определяется:
Из недостатков метода можно озвучит такие как большая зависимость от человеческого фактора и осмотр непосредственно поверхности. Исследования микроструктуры и залегающих дефектов возможно только при более глубоком изучении с использованием ультразвука, рентгенографии, спектрального анализа, радиографии.
Когда используется визуальный и измерительный контроль
ВИК используется при изготовлении изделий из всех материалов (пластик, дерево и т. д.), но максимально строгий контроль проводится для металлических конструкций, начиная от небольших изделий и заканчивая крупными промышленными объектами (трубопроводы, резервуары, каркасы, грузоподъемные механизмы и пр.). Многообразие технических свойств металла обеспечивается не только комбинациями химических элементов, но способами обработки. Сплавы и металлы представляют собой сложные многокомпонентные соединения с большой вариантностью по физико-химическим свойствам и вариантов их обработки большое количество. Поэтому для получения качественных изделий нужно обеспечить 2 условия:
Выполнение второго условия это и есть визуальный и измерительный контроль. Что характерно для этого метода так это то, с его помощью обеспечивается минимально возможное получения брака. В изделиях, к которым не предъявляются высокие требования к изучению микроструктуры сварного шва, механических видов соединения, поверхности, визуальный и измерительный контроль является единственно используемым методом. Контроль состоит из двух этапов:
Если необходимо, то используют более углубленный анализ, так же методами неразрушающего контроля, но уже с помощью сложного узкоспециализированного оборудования. Применяется оно локально и чаще всего для изделий, к которым предъявляются высокие эксплуатационные характеристики на особо опасных объектах. Такое обследование дорогое и максимально эффективное, поскольку позволяет изучить микроструктуру металла и выявить скрытые опасные дефекты (особо опасные – усталость металла, флокены, микротрещины).
Но в любом случае для изделий, которые относятся к категории особо опасных объектов (перечислены в приложении №1 ПБ 03-372-00), и к которым применимо дополнительное изучение структуры металла более сложными методами – ВИК является первичным.
Задачи визуального и измерительного контроля
Работы, на которых проводится ВИК носят разный характера. Это производство готовой продукции и полуфабрикатов (фасонный, листовой прокат, литье заготовок, слябов, изделий), сборка и монтаж новых конструкций (все виды сварки), проведение ремонтных или укрепляющих операций, проверка состояния в процессе эксплуатации. Но, независимо от того на каком этапе проводятся освидетельствования, их цель состоит в подтверждении соответствия изделий, заготовок, элементов соответствию ГОСТ, ТУ и прочей нормативной документации:
После выявления признаков и устранения проблем (это может быть неправильная работа оборудования, ведение технологического режима) проводится вторичная проверка.
Схема проведения контроля
Процедура ВИК разрабатывается каждым предприятием индивидуально и под конкретный объект на основании первичной документации: стандартов, инструкции к оборудованию, технических характеристик (сырья, материалов, полуфабрикатов), требований ТБ и т. д. Разработанная таким образом руководящая документация регламентирует основные этапы:
ВИК проводится на каждом этапе работ. Это позволяет убедиться в отсутствии брака и обеспечивает высокое качество изделия.
Инструменты для визуального и измерительного контроля
Внимание! Каждый из инструментов первично проходит метрологическую проверку на соответствие ГОСТ в органах стандартизации и вносится в реестр СИ. На прибор составляется подтверждающий документ (паспорт, свидетельство, сертификат) утвержденной формы. В процессе эксплуатации инвентарь проходит обслуживание, а через указанный период и поверку, которая подтверждает точность систем измерения.
 |  |  |
| Индикаторный прибор | Опорная планка для индикаторного прибора | Приспособление «Струна» |
В перечень входят приборы оптические и измерительные. Универсальные средства измерения – это линейки со стандартными штрихом, ленты, угольники, сравнительные шаблоны, люксметры и профилографы. Возможно использование инструментов или приборов с улучшенными метрологическими показателями, а также с уникальными свойствами. Для подготовки поверхности к осмотру используются металлические, синтетические щетки. Для несения надписей – мел, маркер, битум для горячей поверхности.
К оптическим относятся увеличительные стекла с масштабом увеличения до 6 раз.
Самые современные приборы для ВИК совмещают в себе и визуальный и измерительный метод. Нередко используется и видео/ фото фиксация. Это электронные видеоскопы, бароскопы, фиброскопы. Они делают возможным осмотр труднодоступных мест, одновременно увеличивая точность показаний, исключая человеческий фактор. Несмотря на то что оборудование дорогостоящее, в определенных условиях это единственно возможный способ контроля.
Выбор используемых инструментов определяется индивидуально, исходя из требований руководящей документации, технологии, техники безопасности на рабочем месте и т. д. Учитывается также необходимая степень точности измерений, стоимость самого оборудования и его обслуживания.
Подготовка специалистов ВИК
Главным достоинством визуального и измерительного контроля считается его доступность во всех аспектах. Немаловажным является и быстрая подготовка кадров. Лаконичное теоретическое обучение с минимум расчетов и формул (в отличие от подготовки с работой сложный оптических приборов, ультразвукового или рентген оборудования). В основном акцент делается на практические занятия, которые способствуют легкому «вливанию» в процесс и быстрому усвоению знаний.
Обучение проходит либо на специализированных курсах, либо на рабочем месте с обязательным прохождением последующей аттестации. Присвоение одного из трех квалификационных уровней происходит по итогам экзаменов либо поэтапно после периодической аттестации.
ВИК – это метод, в котором человеческий фактор имеет большое значение, поэтому и качеству обучения уделяется большое значение. Поскольку это защита от грубых нарушений и получения брака, то персоналу ставится более обширная программа, нежели выполнение однотипной функции. Так специалист 2 уровня должен владеть следующей информацией:
Визуальный измерительный контроль, наряду с производственными линиями и технологиями претерпевает изменения. Это заключается в использовании совершенствующегося оптического оборудования, диодного освещения, автоматизированного и компьютерного сопровождения. На многих производствах с целью улучшения качества проверки, а также экономии времени процесс контроля частично автоматизирован. Но, несмотря на появление улучшающих факторов его нельзя исключить полностью. Поэтому целью всегда будет стремление улучшить качество проверки, минимизировать погрешность и повысить точность с целью предотвратить брак и некондицию.
Как пишется визуально измерительный контроль
от 11 июня 2003 года N 92
____________________________________________________________________
Отменено с 1 января 2021 года на основании
постановления Правительства Российской Федерации
от 6 августа 2020 года N 1192
____________________________________________________________________
2. Направить «Инструкцию по визуальному и измерительному контролю» в Министерство юстиции Российской Федерации на государственную регистрацию.
в Министерстве юстиции
регистрационный N 4782
Электронный текст постановления
подготовлен ЗАО «Кодекс» и сверен по:
УТВЕРЖДЕНА
постановлением
Госгортехнадзора России
от 11 июня 2003 года N 92
ИНСТРУКЦИЯ
по визуальному и измерительному контролю
— Примечание изготовителя базы данных.
I. Область применения
Визуальный и измерительный контроль специальных материалов (например, композитных и полимерных) и специальных сварных соединений (например, муфтовой сварки) технических устройств и сооружений проводят в соответствии с требованиями специально разработанной документации.
II. Термины и определения
III. Общие положения
3.1. Визуальный и измерительный контроль материала (полуфабрикатов, заготовок, деталей) и сварных соединений проводят на следующих стадиях:
изготовления деталей, сборочных единиц и изделий;
подготовки деталей и сборочных единиц к сборке;
подготовки деталей и сборочных единиц к сварке;
сборки деталей и сборочных единиц под сварку;
контроля готовых сварных соединений и наплавок;
исправления дефектных участков в материале и сварных соединениях (наплавках);
оценки состояния материала и сварных соединений в процессе эксплуатации технических устройств и сооружений, в том числе по истечении установленного срока их эксплуатации.
3.3. Визуальный и измерительный контроль материалов (заготовок, полуфабрикатов, деталей) на стадии входного контроля, изготовления деталей и сборочных единиц и при подготовке их к сборке проводят с целью выявления деформаций, поверхностных трещин, расслоений, закатов, забоин, рисок, раковин и других несплошностей; проверки геометрических размеров заготовок, полуфабрикатов и деталей; проверки допустимости выявленных деформаций и поверхностных несплошностей.
3.4. Визуальный и измерительный контроль на стадии входного контроля материалов (полуфабрикатов, заготовок, деталей) выполняют в соответствии с Программой (планом, инструкцией) входного контроля (приложение Б), которая разрабатывается организацией, выполняющей входной контроль. Программа (план, инструкция) входного контроля разрабатывается в соответствии с требованиями стандартов и отраслевых документов. В Программе (плане, инструкции) входного контроля должны быть указаны объекты контроля (заготовки, полуфабрикаты, детали), виды и объемы контроля, способы контроля, включая схемы выполнения замеров контролируемых параметров, нормативные показатели допустимых отклонений.
3.6. Визуальный и измерительный контроль при сборке свариваемых элементов (заготовок, полуфабрикатов, деталей) проводят с целью выявления и проверки обеспечения допустимых размеров зазоров, смещений кромок, формы и размеров кромок и геометрического положения (излома или перпендикулярности) осей и поверхностей собранных элементов.
3.7. Визуальный и измерительный контроль качества сварных соединений (наплавок) в процессе сварки (наплавки) и готового сварного соединения (наплавки) выполняют с целью подтверждения их соответствия требованиям конструкторской документации, ПТД и (или) НД и Правил.
3.8. Визуальный и измерительный контроль выполненных сварных соединений (конструкций, узлов) проводят с целью выявления деформаций, поверхностных трещин, подрезов, прожогов, наплывов, кратеров, свищей, пор, раковин и других несплошностей и дефектов формы швов; проверки геометрических размеров сварных швов и допустимости выявленных деформаций, поверхностных несплошностей и дефектов формы сварных швов.
3.9. Визуальный и измерительный контроль качества исправления дефектных участков в материале, сварных соединениях и наплавках выполняют с целью подтверждения полноты удаления дефекта, проверки соответствия формы и размеров выборки дефектного участка и качества заварки выборок (в случаях, когда выборка подлежит заварке) требованиям ПТД, НД и Правил.
3.10. Визуальный и измерительный контроль технических устройств и сооружений в процессе эксплуатации проводят с целью выявления изменений их формы, поверхностных дефектов в материале и сварных соединениях (наплавках), образовавшихся в процессе эксплуатации (трещин, коррозионных и эрозионных повреждений, деформаций и пр.).
3.11. Визуальный и измерительный контроль при изготовлении (строительстве, монтаже, ремонте и реконструкции) технических устройств и сооружений выполняют в соответствии с требованиями Технологической карты контроля и (или) Карт (схем) операционного контроля (приложения В, Г).
В указанных картах приводятся контролируемые параметры, последовательность контроля, объемы контроля, средства контроля, схемы выполнения замеров контролируемых параметров и нормы оценки результатов контроля. Технологические карты и карты операционного контроля разрабатываются организацией, выполняющей контроль, либо специализированной организацией, выполняющей проектно-технологическую подготовку производства работ по контролю.
Примечание: Допускается разработку настоящих документов производить в составе ПТД.
3.12. Визуальный и измерительный контроль при оценке состояния материала и сварных соединений в процессе эксплуатации технических устройств и сооружений выполняют в соответствии с требованиями руководящих документов (методических указаний) по оценке (экспертизе) конкретных технических устройств и сооружений. При этом визуальный и измерительный контроль может выполняться в соответствии с Картами (схемами) визуального и измерительного контроля, которые разрабатываются в составе Программы технического диагностирования (освидетельствования). В картах (схемах) указываются места проведения контроля на конкретном техническом устройстве, сооружении, схемы контроля, средства измерения контролируемого параметра, нормы оценки качества, приводятся бланки регистрации результатов контроля.
3.13. Визуальный и измерительный контроль следует проводить всех доступных для этого поверхностей полуфабрикатов, заготовок, деталей, сборочных единиц, изделий.
3.15. Визуальный и измерительный контроль выполняют до проведения контроля материалов и сварных соединений (наплавок) другими методами неразрушающего контроля, а также после устранения дефектов.
3.16. Поверхности материалов и сварных соединений (наплавок) перед контролем очищаются от влаги, шлака, брызг металла, ржавчины и других загрязнений, препятствующих проведению контроля.
3.17. Измерения проводят после визуального контроля или одновременно с ним. Измерения деталей, подготовленных под сварку, проводятся до их сборки.
3.18. Визуальный и измерительный контроль материалов, сварных соединений (наплавок), подлежащих термической обработке, производят до и после указанной операции. Если контролируемая деталь, конструкция или узел подлежит полной термической обработке (нормализации или закалке с последующим отпуском), контроль проводят после ее выполнения.
3.19. Визуальный и измерительный контроль материалов и сварных соединений, подлежащих механической обработке, в том числе с удалением валика усиления шва, или деформированию, проводят до и после указанных операций.
3.20. При визуальном и измерительном контроле сварных соединений контролируемая зона должна включать в себя поверхность металла шва, а также примыкающие к нему участки материала в обе стороны от шва шириной:
3.21. Дефекты, выявленные при визуальном и измерительном контроле, должны быть устранены до выполнения последующей технологической операции или до приемки объекта контроля. Устранение выявленных дефектов должно выполняться в соответствии с требованиями ПТД. Если дефекты, выявленные при визуальном и измерительном контроле, не препятствуют дальнейшему применению других видов (методов) неразрушающего контроля, эти дефекты могут быть устранены после завершения контроля другими видами (методами) контроля.
IV. Квалификация персонала
Специалисты, осуществляющие визуальный и измерительный контроль, должны быть аттестованы в соответствии с Правилами аттестации персонала в области неразрушающего контроля (ПБ 03-440-02), утвержденными постановлением Госгортехнадзора России от 23.01.2002 N 3, зарегистрированным Минюстом России 17.04.2002, регистрационный N 3378.
V. Требования к средствам визуального и измерительного контроля*
* Толщиномеры (ультразвуковые, вихретоковые и пр.) относятся к средствам соответствующего вида контроля (ультразвукового, вихретокового и пр.), и использующие их специалисты должны быть аттестованы в соответствии с ПБ 03-440-02 на право выполнения соответствующего вида контроля.
5.1. При визуальном и измерительном контроле применяют:
лупы, в том числе измерительные;
линейки измерительные металлические;
угольники поверочные 90° лекальные;
штангенциркули, штангенрейсмусы и штангенглубиномеры;
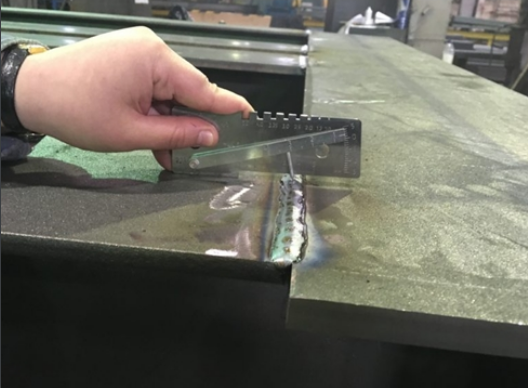
Визуально-измерительный контроль сварных швов: как осуществляется
Визуально-измерительный контроль – наиболее простой, но самый первый и необходимый метод неразрушающего контроля. Его принцип – в отражении световых лучей от изделия и дефекта. Осуществление ВИКа поначалу проводит человек, выполняющий сварочные работы. После проведения визуального осмотра и исправления недостатков сварное соединенье при необходимости подвергается иным методам дефектоскопии.
Когда выполняется визуально-измерительный контроль
Визуальный контроль качества сварочных работ проводится на любом этапе. На предварительном определяется готовность элемента к свариванию. Здесь проверяется, соответствует ли маркировка и целостность заготовки требованиям НТД. Также можно проводить визуальный контроль деталей, которые подвергаются сварке. По завершении процесса шов проверяется на наличие различных дефектов, которые можно увидеть визуально. Таким методом определяется качество сварного соединения, хорошо ли сварено изделие, имеются ли трещины, поры, непровары, подрезы и иные, видные невооруженным глазом, дефекты.
Визуально-измерительный контроль проводится также в процессе эксплуатации сооружения, например, трубопровода. Зачастую такое происходит на объектах, у которых срок службы сварного соединения завершается. ВИК будет необходим, если очевидно, что качество сварного шва ухудшилось. Вовремя проведенный контроль позволит предотвратить поломки оборудования и его неоправданный простой.
Простота ВИК
Метод ВИК простой, но при этом весьма точный. Он применяется в различных условиях вне лаборатории. Специалисты компании «ТПЭ Атом» работают по городу Москва и выезжают в область, а также во все регионы нашей страны.
Проводя визуальный осмотр, наши специалисты выявляют видимые недостатки сварного шва, которые можно удалить до использования другого вида контроля. Перед выполнением работ по визуально-измерительному контролю наши специалисты очищают исследуемые участки от различных загрязнений (масла, ржавчины, брызг металла, окалины), которые мешают качественно осмотреть сварной трубопровод.
Что выявляет ВИК
Специалисты лаборатории «ТПЭ Атом», проводя визуальный контроль, выявляют такие дефекты:
Благодаря применению увеличительных приборов возможности визуального осмотра значительно расширяются. Такие инструменты позволяют выявить коррозионные участки, смещение шва, различные трещины, нежелательные включения в сплаве, открытые поры, забоины. Если у вас имеется строительный участок со сварными элементами, вашей организации потребуется ВИК. Лаборатория «ТПЭ Атом» окажет весь необходимый перечень услуг, действуя на основании специальной НТД. Наши специалисты проводят неразрушающий контроль, используя визуальные осмотры, а также дополнительные инструменты (линзы, эндоскоп, микроскоп, щупы, рулетки, лупы, штангенциркуля и т.д.). С ценами на услуги «ТПЭ АТОМ» можно ознакомиться по ссылке
Есть вопросы?
Оставьте свои контакты и наш специалист свяжется с Вами, чтобы ответить на все Ваши вопросы
Визуальный и измерительный контроль: с этого начинается дефектоскопия сварных соединений
Из всех методов НК визуальный и измерительный контроль (сокращённо – ВИК) по праву считается базовым, ключевым. Во-первых, потому что он фигурирует в руководящей документации по всем категориям опасных производственных объектов и технических устройств. Ни один иной вид НК не может похвастать такой широкой областью применения. И, во-вторых, к той же ультразвуковой или радиационной дефектоскопии приступают строго после того, как объект благополучно проходит ВИК. Это первый рубеж защиты от явного брака.

Какие задачи решает визуальный и измерительный контроль
Общая схема проведения визуального и измерительного контроля

Инструменты и принадлежности для визуального и измерительного контроля

Инструменты для визуального и измерительного контроля деталей и сварных соединений в обязательном порядке проходят поверку и/или калибровку. Инвентарь периодически направляется для обслуживания в аккредитованные метрологические центры и подлежит внесению в Государственный реестр средств измерений (СИ). Испытательная лаборатория должна располагать паспортами, свидетельствами, сертификатами и иной документацией, подтверждающей точность используемых СИ.
Выбор конкретных шаблонов, образцов и прочих принадлежностей определяется положениями технологических карт и руководящей документации.
Для визуального и измерительного контроля применяются также видеоэндоскопы, жёсткие бороскопы и гибкие оптические фиброскопы. Это, по сути, отдельное направление – телеинспекция труднодоступных ниш, отверстий, скрытых механизмов, коммуникаций и пр. Благодаря управляемой артикуляции можно доставить зонд с камерой даже к самым потаённым местам сложного промышленного оборудования, ограждающих конструкций, инженерных систем и т.д.
Современные технические эндоскопы записывают фото и видео в HD-качестве. Файлы сохраняются на SD-карту, плюс доступны для просмотра в режиме реального времени. Для этого многие модели оснащены встроенными дисплеями. Контроль с видеоэндоскопами в полной мере может считаться как визуальным, так и измерительным. При наличии специальной насадки некоторые модели умеют определять расстояние между отдельными элементами изображения, их длину, ширину и диаметр.
Обычный ВИК требует свободного доступа к объекту. Как минимум, одностороннего, но в идеале – и с внутренней стороны (например, при обследовании кольцевых сварных соединений). При использовании систем телеинспекции можно произвести осмотр даже самых потаённых участков, не демонтируя при этом большое количество устройств и механизмов.

Сообщество специалистов ВИК
Одним из достоинств визуального и измерительного контроля сварных швов считается его доступность. Обучение персонала занимает меньше времени. Меньше формул, расчётов, «лаконичнее» теоретическая и практическая подготовка. И в сравнении с УЗК, где нужно много сил тратить на настройку дефектоскопа, и в сравнении с рентгеном, где нужно правильно подбирать фокусное расстояние, время экспозиции, режимы проявки и пр. Однако для проведения ВИК и уж тем более для разработки технологических карт с оформлением заключений необходимо пройти аттестацию согласно СДАНК-02-2021 или СНК ОПО РОНКТД-02-2021 (в зависимости от того, в какой Системе НК нужно подтвердить компетенцию, чтобы зайти на объект заказчика). Как и в других видах НК, предусмотрено три квалификационных уровня – I, II и III, которые присваиваются по итогам экзаменов.
