Твердость шлифовальных кругов
| Наименование | Обозначение по ГОСТ 19202-80 | Обозначение по ГОСТ Р 52587-2006 |
| Весьма мягкий | ВМ1, ВМ2 | F, G |
| Мягкий | М1, М2, М3 | H, I, J |
| Среднемягкий | СМ1, СМ2 | K, L |
| Средний | С1, С2 | M, N |
| Среднетвердый | СТ1, СТ2, СТ3 | O, P, Q |
| Твердый | Т1, Т2 | R, S |
| Весьма твердый | ВТ | T, U |
| Чрезвычайно твердый | ЧТ | V, W, X, Y, Z |
Выбор твердости шлифовального круга зависит от вида шлифования, точности и формы шлифуемых деталей, физико-механических свойств обрабатываемого материала, типа инструмента и оборудования. На практике в большинстве случаев используют круги средней твердости, обладающие сочетанием относительно высокой производительности и достаточной стойкости.
Незначительное отклонение характеристики кругов от оптимальной приводит либо к прижогам и трещинам затачиваемой поверхности, когда твердость круга выше, чем требуется, либо к интенсивному износу круга и искажению геометрической формы затачиваемого инструмента, когда твердость круга недостаточна. Особенно точно по твердости должны быть выбраны круги для заточки инструментов с пластинами из твердых сплавов.
Когда требуется выдерживать высокую точность формы, размеров, отдают предпочтение тем видам шлифовальных кругов, которые имеют повышенную твердость.
С использованием смазочно-охлаждающих жидкостей, при шлифовании применяют более твердые круги, чем при шлифовке без охлаждения.
Круги на бакелитовой связке должны иметь твердость на 1-2 ступени выше, чем круги на керамической связке.
Для предотвращения появления прижогов и трещин следует применять более мягкие круги.
Структура
| 150x16x32 | 25А | F46 | L | V | Б |
Под структурой инструмента обычно понимается процентное соотношение объема абразивного материала в единице объема инструмента. Чем больше абразивного зерна в единице объема круга, тем плотнее структура инструмента. Структура абразивного инструмента влияет на величину свободного пространства между зернами.
| Структура | Обозначение |
| Плотная | 1, 2, 3, 4 |
| Средняя | 5, 6, 7 |
| Открытая | 8, 9, 10 |
| Высокопористая | 11, 12 |
Связка
| 150x16x32 | 25А | F46 | L | V | Б |
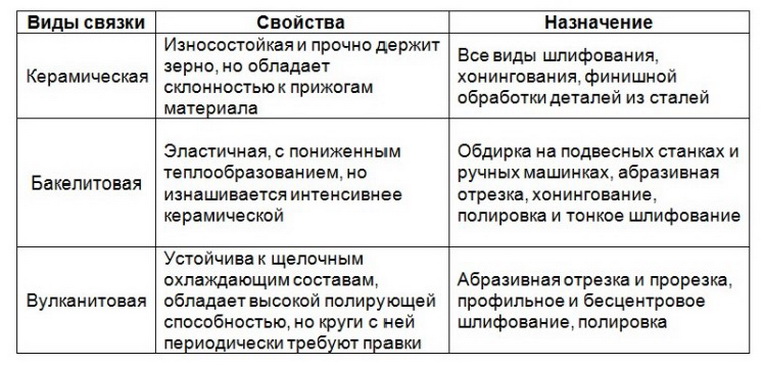
При изготовлении шлифовальных кругов, абразивные зерна скрепляются с основой и друг другом при помощи связки. Наиболее широко применяемые связки: керамическая, бакелитовая и вулканитовая.
Керамическая связка придает абразивному инструменту жесткость, теплостойкость, устойчивость формы, но одновременно и повышенную хрупкость, вследствие чего круги с керамической связкой нежелательно применять при ударной нагрузке, например при обдирочном шлифовании.
В большинстве случаев применяются абразивные круги на керамической или бакелитовой связках. И та и другая имеет свои особенности, которые и определяют их выбор для конкретной работы.
Твёрдость
Под определением твердости понимают сопротивление связки силам, способствующим выравниванию зерен из абразивного круга.
Технология шлифования не преследует цели создания «вечного» абразивного круга, т.к. сам эффект шлифования полностью зависит от способности инструмента к «самозатачиванию». «Самозатачивание» инструмента в процессе обработки детали происходит благодаря скалыванию затупившихся абразивных зерен и появлению новых режущих граней, удалению остатков изношенных зерен под действием внешних сил и обнажению нового рабочего слоя.
При слишком твердом круге связка продолжает удерживать затупившиеся и потерявшие режущую способность зерна. При этом на работу расходуется большая мощность, изделия нагреваются, на поверхности появляются следы дробления, прожиги и другие дефекты.
При слишком мягком круге связка не оказывает сопротивления выкрашиванию целых зерен из тела круга, что ведет к его быстрому износу, потере правильной формы, нарушению балансировки, появлению вибрации в процессе обработки. В следствии этого трудно получить детали необходимых размеров и форм.
Оба крайних случая ведут к снижению интенсивности съема материала, повышению шероховатости обрабатываемой поверхности.
На выбор твердости влияют следующие факторы :
При выборе твердости круга следует руководствоваться положениями :
1. Твердые материалы скорее истирают абразивные зерна, затупляют их. Удаление затупившихся зерен скорее происходит в сравнительно мягких кругах. Поэтому для обработки твердых материалов следует применять мягкие абразивные инструменты, а для обработки материалов невысокой твердости – более твердые. Исключение составляет медь, алюминий, свинец, нержавеющая и жаропрочная стали, которые шлифуют мягким инструментом. При обработке вязких материалов отходы шлифования заполняют поры круга и он становится не пригодным для работы. Тогда правка круга необходима, хотя абразивные зерна в этом случае могут быть еще очень острыми.
2. С увеличением площади контакта между кругом и изделием давление на единицу круга уменьшается и, следовательно, обновление затупившихся зерен затрудняется. В этом случае следует использовать более мягкий инструмент.
3. Чем больше окружная скорость круга при прочих неизменных условиях, тем более мягкий инструмент следует применять. При интенсивных режимах работы, при большой скорости изделия и поперечной подаче применяются более твердые круги.
4. Для предварительных операций применяются более твердые инструменты, чем для чистовых.
5. При шлифовании всухую следует использовать более мягкие круги, чем при работе с охлаждением.
6. При шлифовании неровных, прерывистых поверхностей применяют более твердые инструменты, чем при шлифовании ровных поверхностей.
7. На автоматических станках устойчивых и жестких конструкций со спокойным ходом шпинделя применяются более мягкие круги, чем на станках с ручными подачами.
8. Мелкозернистые инструменты должны быть относительно меньшей твердости, а крупнозернистые – большей.
9. При заточке лезвий закаленных инструментов, при шлифовании и заточке пластинок из твердых сплавов, при обработке поверхностей изделий, плохо отводящих тепло, тонких, с отверстиями (типа труб) и т.п. применяют мягкие шлифовальные круги.
10. При одинаковых условиях шлифования, абразивные инструменты на бакелитовой связке должны быть на две ступени тверже, чем на керамической.
11. Мягкие круги экономичнее твердых, так как реже правятся и позволяют вести обработку в более интенсивных режимах. Однако твердость их не должна быть низкой, чтобы они быстро не изнашивались и не теряли форму.
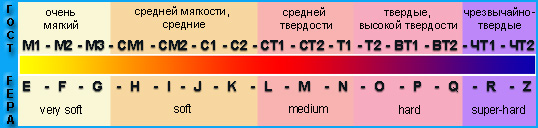
Таблица 1. Выбор твердости абразивных инструментов в зависимости от вида обработки.
Маркировка шлифовальных кругов – все характеристики
Содержание: Скрыть Открыть

Маркировка шлифовального круга содержит всю необходимую информацию о материале и геометрии изделия, является основой для выбора инструмента при проведении различных технологических операций. Ниже мы опишем обозначение шлифовальных кругов, их характеристики и показатели.
Что указывается в маркировке
Основными характеристиками, учитываемыми при выборе кругов, является их тип, вид абразива, связка, твердость и зернистость. При этом твердость и структура для многих видов обработки играют более важную роль, чем материал абразива.
В маркировке изделий содержится следующая информация:

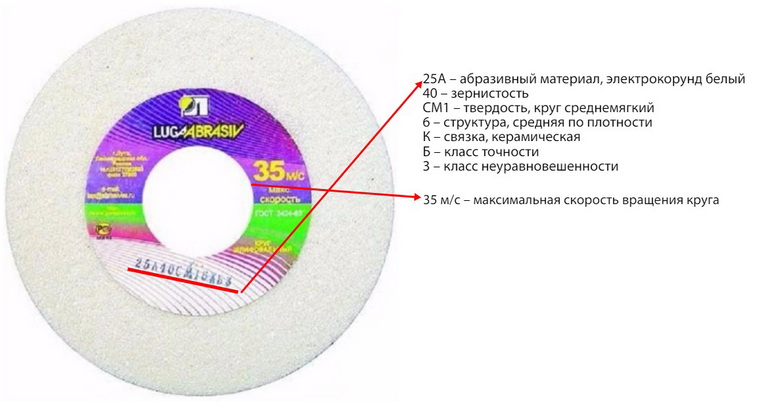
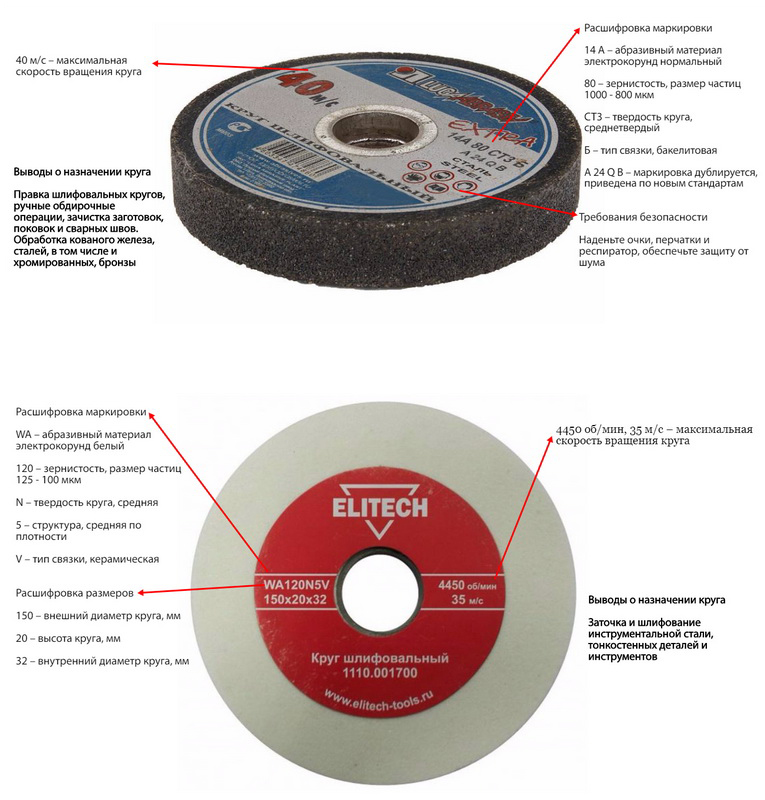
При выборе круга необходимо учесть, что маркировка, выполненная по различным ГОСТам, отличается обозначениями зернистости, твердости и других параметров. Кроме того, производители используют различную маркировку для своих кругов, исключая некоторые параметры и используя старые и новые обозначения. Приведём пример расшифровки

Тип и размер круга
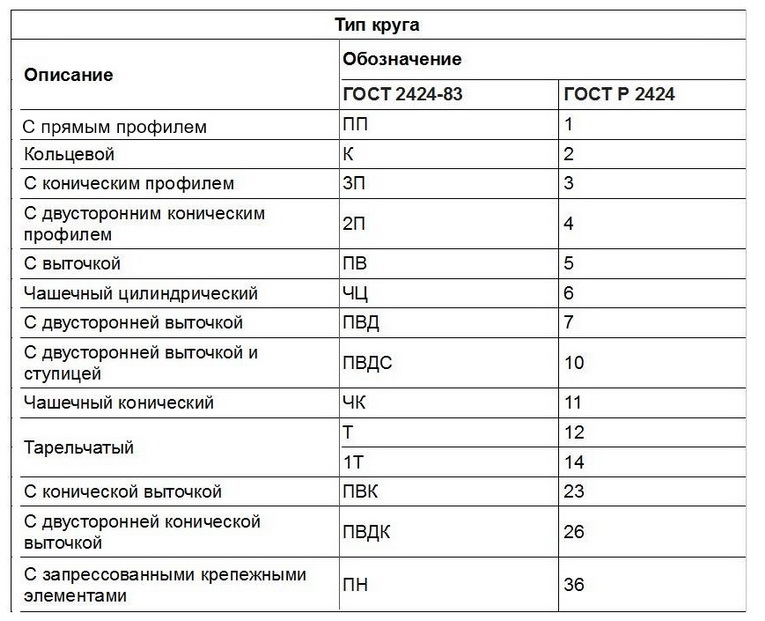
Тип круга обозначается цифрой от 1 до 39 в соответствии с ГОСТ 2424-83. Возможно использование буквенного обозначения по старому стандарту ГОСТ 2424-75. Приведём некоторые варианты исполнения кругов:
Следующим в маркировке идёт обозначение размера DхТхН. D – это наружный диаметр круга, Т- его высота и Н – его внутренний диаметр.

Круги с алмазным или эльборовым абразивом обозначаются по ГОСТ 24747-90. Тип круга маркируется 3-4 символами означающих форму круга и форму сечения абразивного слоя, а также расположение абразива и конструктивные особенности.
Абразивы и зернистость
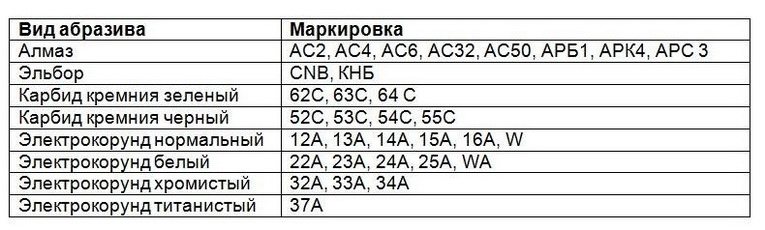
Материал абразива обозначается цифробуквенной маркировкой. Так, электрокорунд маркируется литерой А. Белый электрокорунд – от 22А до 25А, нормальный от 12А до 16А, хромистый от 32А до 34А. Также есть титанистый электрокорунд (37А), циркониевый (38А) и другие разновидности. Чем выше номер, тем выше качество материала. Карбид кремния обозначается литерой С и подразделяется на черный (от 52С до 55С) и зеленый (62С – 64С).
Алмазные круги маркируются следующим образом:

Зернистость определяет чистоту получаемой поверхности. В маркировке обозначается размер (ширина) зерна. В соответствии со старым ГОСТ 3647-80 данный параметр обозначается в единицах равных микрометрам поделенным на 10 (10 = 100 мкм). Микропорошки маркируются буквой М. Согласно новому ГОСТ Р 52381-2005 зернистость обозначается литерой F и числовым обозначением. При этом, в отличие от старого стандарта, чем больше число – тем меньше размер абразивного зерна.

Твердость и другие параметры
Твердость – это способность связующего вещества удерживать зерна от вырывания, что влияет на возможность самозатачивания. Всего существует 8 групп твердости в соответствии с приведенной ниже таблицей.

Следующий параметр – структура круга, что подразумевает процент абразива в единице объёма. Плотная структура обозначается цифрами от 1 до 4, средняя 5 – 7, открытая 8 – 10 и высокопористая 11 и 12.
Маркировка заточных кругов
Содержание
Круги для заточных и шлифовальных станков применяются для самых разных работ. Одними снимают краску и ржавчину с металлических заготовок. Другие нужны для заточки ножей, лезвий топоров, пильных цепей и дисков. Третьими проводят финишную обработку поверхности. Как разобраться в многообразии оснастки и выбрать подходящую? Расшифруем условные обозначения и прочитаем маркировку, которую производитель размещает на упаковке или самом изделии.
Как расшифровывается маркировка шлифовальных кругов
На первый взгляд все просто. Нужно посмотреть параметры оборудования, и будет понятно, какая оснастка к нему подходит. Учитывается и вид предстоящих работ. Однако надо иметь в виду, что производители используют две системы маркировки. Одни ориентируются на советский ГОСТ, другие – на современный ГОСТ Р. Мы опишем каждый пункт маркировки шлифовальных кругов отдельно и укажем, как он обозначается в разных ГОСТах.
1. Размер круга
Указывается в названии шлифовального круга и дублируется на упаковке. Например, в названии круг шлифовальный 175х20х32 мм цифры означают следующее: 175 мм – это наружный диаметр, 20 мм – высота круга, 32 мм – внутренний, посадочный диаметр. Станки рассчитаны на работу с кругами определенных размеров. Эти требования, как правило, есть в инструкции к оборудованию, и их нужно учитывать в первую очередь.
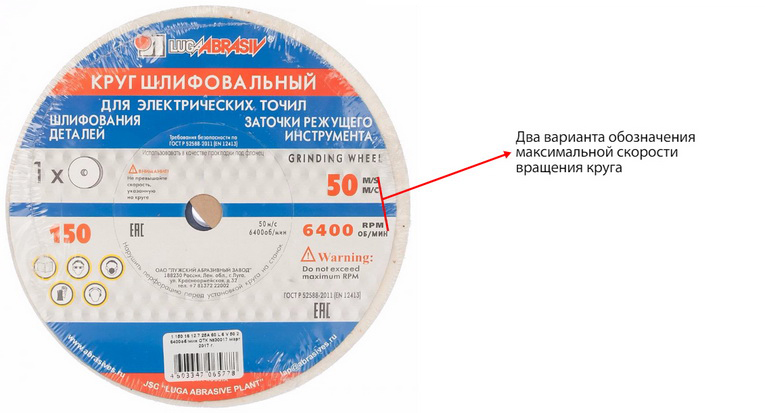
2. Скорость вращения
Зависит от прочности круга. Он должен выдержать скорость, которую придаст ему шлифовальный или заточный станок. Если оснастка будет недостаточно прочной, ее износ произойдет быстро, и совсем скоро придется покупать новую. Производители указывают на кругах максимально допустимую скорость вращения оснастки в двух единицах измерения – м/с и об./мин.
Как в маркировке кругов обозначается скорость вращения
3. Форма круга
Определяет характер работы, которую можно выполнять этой оснасткой. Кругом с прямым профилем выправляют лезвия ножей. Круг конического профиля нужен для пильных цепей и дисков. Существуют 14 форм оснастки. По старым стандартам форма круга обозначается буквами и числами, по современным – только числами. Один из вариантов маркировки чаще всего есть в названии. Пример числовой маркировки: круг шлифовальный 1 – изделие, которое имеет прямой профиль.
Формы шлифовальных кругов и их маркировка
4. Вид абразива
Абразивный материал – мельчайшее зерно с острыми кромками, которое снимает с заготовки слой за слоем. От свойств частиц зависит, какой станет поверхность после обработки – гладкой или шероховатой. Основные качества абразивных материалов – это твердость, устойчивость к механическим воздействиям, высоким температурам и химикатам.
Виды абразивов, их свойства и маркировка
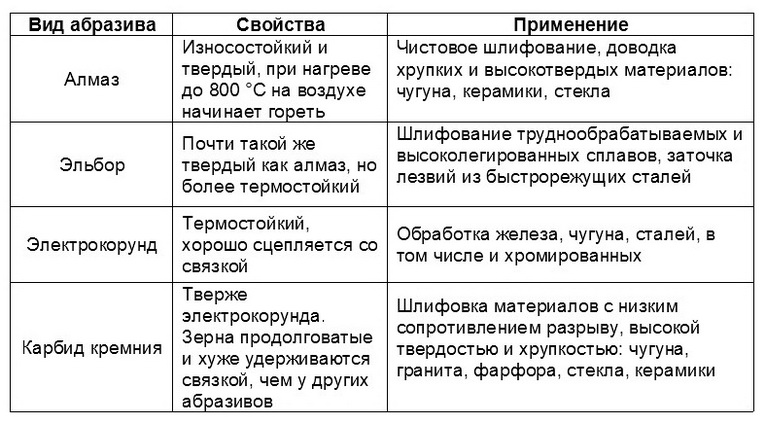
У каждого материала есть подвиды, которые отличаются друг от друга по параметрам и в работе проявляют себя по-разному. Например, электрокорунд нормальный состоит из 93 – 96% оксида алюминия, а его разновидность – электрокорунд белый имеет в своем составе до 98 – 99% этого вещества. Поэтому он тверже и обладает повышенной абразивной способностью и хрупкостью. Шлифование такой оснасткой проходит качественнее, прижогов металла меньше. Обозначается этот материал как 22 А или иначе – 23А, 24А или 25А. Чем больше числовое значение, тем прочнее и качественнее зерно.
Маркировка абразивов
5. Зернистость шлифовального круга
Показывает размер абразивов и измеряется в микронах. Чем однороднее частицы по размеру, тем качественнее обрабатывается поверхность. Существуют две системы маркировки шлифовальных кругов по этому параметру. В советском ГОСТ 3647-80 применяется числовая система обозначений. Цифрой 1 обозначается размер зерна в 10 мкм. Если зернистость круга 40, то размер зерен составляет 400 мкм. Новый ГОСТ Р 52381-2005 повторяет систему маркировки FEPA, принятую во всем мире. В ней зернистость обозначается буквой F с числом. Чем выше числовое значение, тем мельче абразивные частицы. Например, маркировка F70 означает, что размер зерен составляет 200 – 250 мкм, а F40 говорит о том, что размер равен 400 – 500 мкм.
Обычно зернистость выбирают в зависимости от обрабатываемого материала, нужной шероховатости заготовки, толщины снимаемого слоя. Например, сначала проводят черновую шлифовку кругом с крупной зернистостью, затем оснасткой с мелким зерном проводят чистовую обработку.
6. Твердость круга
Обозначает способность связки сопротивляться выкрашиванию зерен и говорит об износоустойчивости оснастки. Зерно должно полностью выработать свой ресурс и только затем выпасть из связки, открыв следующий слой абразива.
Степень твердости в маркировке шлифовальных кругов

Наиболее распространены круги средней твердости. Но все же выбор зависит от предстоящей задачи: каким оборудованием и какой материал предстоит обрабатывать. Ошибка в выборе скажется на качестве работ. Недостаточно твердая оснастка быстро выработает свой ресурс. Если же твердость будет слишком высока, на обрабатываемой поверхности появятся трещины или прижоги.
7. Структура круга для шлифования
Показывает пропорции смешивания абразива и связки. Чем больше зерен, тем выше плотность. Чем больше связки, тем больше пространства между абразивными кристаллами и тем более пористой будет структура круга.
Типы структуры круга в маркировке

Выбор оснастки по этому параметру зависит от материала, который предстоит обрабатывать. Оснасткой с плотной структурой шлифуют твердые материалы и проводят абразивную обрезку. Кругами с высокопористой структурой обрабатывают цветные металлы и сплавы с высокой вязкостью.
8. Вид связки
Связка бывает бакелитовой, керамической и вулканитовой. Состав связки влияет на характеристики и сферу применения шлифовальной оснастки.
Виды и свойства связок
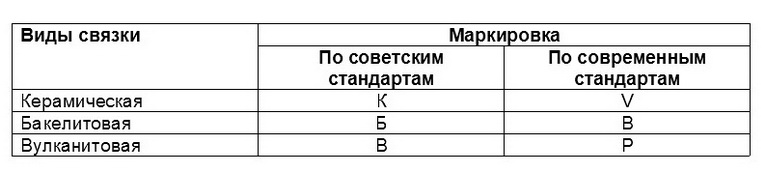
Обозначение связки в маркировке шлифовальных кругов
9. Класс точности
Показывает степень соответствия оснастки заявленной геометрической форме и размерам. Здесь же оценивается однородность абразивных зерен, их сорт и уравновешенность рабочей поверхности. Существуют три класса точности, которые указываются в маркировке шлифовальных кругов.
АА – высокоточные круги для многорукавных станков и автоматизированных линий.
А – точно выполненная оснастка для работы с большинством оборудования, например, в цехах или крупных мастерских.
Б – наименее качественная оснастка для бытовых и полупрофессиональных станков.
10. Класс неуравновешенности
От выверенности геометрической формы зависит сбалансированность круга. Если зерно и связка тщательно перемешаны и равномерно распределены по рабочей поверхности, то на ней не будет слишком тяжелых или слишком легких участков. Соответственно, вращаться круг будет равномерно, качество обработки поверхности окажется выше. Существуют четыре класса неуравновешенности, где к первому классу относятся наиболее уравновешенные круги. Кроме качества обработки этот параметр влияет на срок службы оборудования. Чем лучше оснастка, тем меньше изнашиваются узлы станка.
Соотношение классов точности и неуравновешенности

11. Другие обозначения на шлифовальных кругах
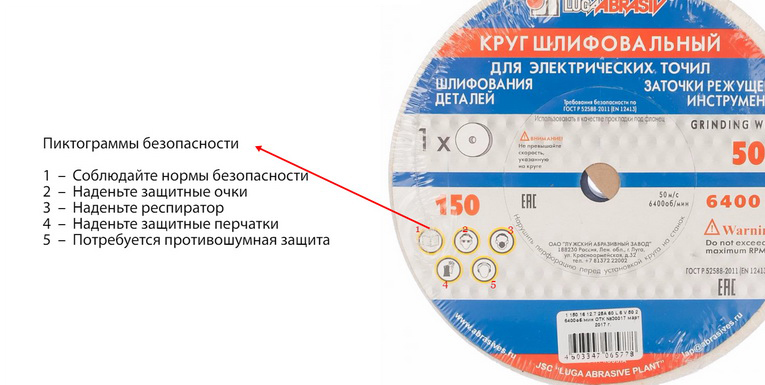
На оснастке часто размещают изображения с требованиями техники безопасности.
Расшифровка пиктограмм
Как видите, маркировка шлифовальных кругов дает исчерпывающую информацию о работе с ними. Примените новые знания на практике.
Как читать маркировку
Теперь вы знаете, как читать маркировку шлифовального круга, чтобы получить всю информацию о нем. Но если вопросы все же остались, перед покупкой оснастки проконсультируйтесь с менеджером ВсеИнструменты.ру по телефону 8 800 550-37-51. Он поможет вам сделать правильный выбор. Заказывайте подходящую оснастку прямо сейчас!
Маркировка и выбор шлифовальных кругов
Полная маркировка шлифовальных кругов содержит:
| Тип | Размеры, мм | Аб- ра- зив | Зер- нис- тость | Твер- дость | Струк- тура | Связ- ка | Ско- рость, м/с | Класс точ- но- сти | Класс неурав- нове- шен- ности |
| 1 | 150x16x32 | 25А | F46 | L | 6 | V | 35 | Б | 3 |
Маркировка кругов, выполненная в соответствии с различными редакциями ГОСТов, имеет некоторые отличия, касающиеся обозначений зернистости, твердости, марки абразива и связки. Производители по-разному маркируют свои круги, используя старые или новые обозначения и исключая некоторые характеристики. Ниже приведены примеры расшифровки обозначений шлифовальных кругов.
Выбор марки шлифовального круга должен делаться с учетом всех его характеристик.
Типы шлифовальных кругов и их размер
Выпускаются следующие типы шлифовальных кругов (в скобках даны обозначения по старому ГОСТ 2424-75):

Некоторые типы шлифовальных кругов
Все типы описаны в ГОСТе 2424-83.
Типы алмазных и эльборовых кругов регламентируются ГОСТ 24747-90. Маркировка формы эльборовых и алмазных кругов состоит из 3-х или 4-х символов, несущих информацию о форме сечения корпуса, форме сечения эльборосодержащего или алмазоносного слоя, о расположении последнего на круге, о конструктивных особенностях корпуса (если имеются).

Обозначение шлифовального круга с формой корпуса 6, формой алмазоносного или эльборосодержащего слоя А, с расположением алмазоносного или эльборосодержащего слоя 2, с конструктивными особенностями корпуса С.

Обозначение алмазных или эльборовых шлифовальных кругов
Все типы описаны в ГОСТе 24747-90.
Тип и размеры круга выбираются, исходя из вида и конфигурации шлифуемых поверхностей, а также характеристики используемого оборудования или инструмента.
Выбор диаметра круга обычно зависит от числа оборотов шпинделя на выбранном станке и от возможности обеспечить окружную скорость оптимальной величины. Удельный износ будет наименьшим при наибольшем размере круга по диаметру. На рабочей поверхности кругов с меньшими размерами расположено меньшее количество зерен, каждому зерну приходится снимать большее количество материала, и поэтому они быстрее изнашиваются. При работе кругами небольших диаметров часто наблюдается неравномерный износ.
При выборе алмазного круга желательно обратить внимание на ширину алмазоносного слоя. При работе «на проход» она должна быть относительно большой. При шлифовке методом «врезания» ширина алмазного напыления должна быть соизмерима с шириной обрабатываемой поверхности. В противном случае на поверхности круга могут появиться уступы.
Абразивы
Наиболее часто используемыми абразивными материалами для шлифовальных кругов являются: электрокорунд, карбид кремния, эльбор, алмаз.
Алмаз широко используется для изготовления алмазных шлифовальных кругов, применяемых для доводки и заточки твердосплавного инструмента, обработки деталей из твердых сплавов, оптического стекла, керамики и пр. Он используется также для правки шлифовальных кругов из других абразивных материалов. При нагревании на воздухе до 800°С алмаз начинает сгорать.

Алмазные шлифовальные круги
Эльбор (КНБ, CBN, боразон, кубонит) представляет собой кубическую модификацию нитрида бора. Имея такую же твердость, как алмаз, он значительно превосходит последний в термостойкости.

Эльборовые круги для полнопрофильной заточки ленточных пил
| Материалы | Микротвердость, кгс/мм 2 |
| Алмаз | 8000-10600 |
| Эльбор (нитрид бора кубический, КНБ) | 8000-10000 |
| Карбид бора | 4000-4800 |
| Карбид кремния зеленый | 2840-3300 |
| Карбид кремния черный | 2840-3300 |
| Монокорунд | 2100-2600 |
| Электрокорунд белый | 2200-2600 |
| Электрокорунд титанистый | 2400 |
| Электрокорунд хромистый | 2240-2400 |
| Электрокорунд нормальный | 2000-2600 |
| Корунд | 2000-2600 |
| Кварц | 1000-1100 |
| Карбид титана | 2850-3200 |
| Карбид вольфрама | 1700-3500 |
| Твердый сплав Т15К6, ВК8 | 1200-3000 |
| Минералокерамика ЦМ332 | 1200-2900 |
| Быстрорежущая сталь закаленная Р18 | 1300-1800 |
| Сталь инструментальная углеродистая заклеенная У12 | 1030 |
| Сталь углеродистая заклеенная Ст.4 | 560 |
| Материалы | Термостойкость, °С |
| Эльбор | 1300-1500 |
| Алмаз | 700-900 |
| Карбид кремния | 1200-1300 |
| Электрокорунд | 1300 |
| Карбид бора | 500-600 |
| Минералокерамика | 1200 |
| Твердый сплав ВК8 | 900 |
| Быстрорежущая сталь Р18 | 600 |
| Углеродистая инструментальная сталь У12 | 200 |
Выбор того или иного абразивного материала в значительной степени определяется характеристикой обрабатываемого материала.
| Абразив | Применение | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Электрокорунд нормальный | Обладает высокой теплостойкостью, хорошей сцепляемостью со связкой, механической прочностью зерен и значительной вязкостью, необходимой для выполнения операции с переменными нагрузками. Обработка материалов с высоким сопротивлением разрыву (стали, ковкого чугуна, железа, латуни, бронзы). | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Электрокорунд белый | По физическому и химическому составу более однороден, имеет более высокую твердость и острые кромки, обладает лучшей самозатачиваемостью и обеспечивает меньшую шероховатость обрабатываемой поверхности по сравнению с электрокорундом нормальным. Обработка тех же материалов, что и электрокорунд нормальный. Обеспечивает меньшее теплообразование, более высокую чистоту поверхности и меньший износ. Шлифование быстрорежущих и легированных инструментальных сталей. Обработка тонкостенных деталей и инструментов, когда отвод теплоты образующейся при шлифовании, затруднен (штампы, зубья шестерен, резьбовой инструмент, тонкие ножи и лезвия, стальные резцы, сверла, деревообрабатывающие ножи и т.п.); деталей (плоское, внутреннее и профильное шлифование) с большой площадью контакта между кругом и обрабатываемой поверхностью, сопровождающейся обильным теплообразованием; при отделочном шлифовании, хонинговании и суперфинишировании. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Карбид кремния | Отличается от электрокорунда повышенными твердостью, абразивной способностью и хрупкостью (зерна имеют вид тонких пластинок, вследствие чего увеличивается их хрупкость в процессе работы; кроме того, они хуже удерживаются связкой в инструменте). Карбид кремния зеленый отличается от карбида кремния черного повышенными твердостью, абразивной способностью и хрупкостью. Обработка материалов с низким сопротивлением разрыву, высокой твердостью и хрупкостью (твердых сплавов, чугуна, гранита, фарфора, кремния, стекла, керамики), а также очень вязких материалов (жаропрочных сталей и сплавов, меди, алюминия, резины). | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Эльбор | Имеет наивысшие после алмаза твердость и абразивную способность; обладает высокой теплостойкостью и повышенной хрупкостью; инертен к железу | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Алмаз | Обладает высокой износостойкостью и пониженной теплостойкостью; химически активен к железу; имеет повышенную хрупкость и пониженную прочность, что способствует самозатачиванию; синтетический алмаз каждой последующей марки (от АС2 до АС50) отличается от предыдущего более высокой прочностью и меньшей хрупкостью. Алмазные круги способны обработать материал любой твердости. Однако нужно иметь в виду, что алмаз очень хрупок и плохо противостоит ударной нагрузке. Поэтому алмазные круги целесообразно использовать для заключительной обработки твердосплавных инструментов, когда нужно снять небольшой слой материала, и отсутствует ударная нагрузка на зерно. К тому же алмаз обладает относительно низкой термостойкостью, поэтому его желательно использовать с охлаждающей жидкостью. ЗернистостьВ новом ГОСТ Р 52381-2005, в основном соответствующем международному стандарту FEPA, зернистость шлифпорошков обозначается буквой F с числом. Чем больше число, тем мельче зерно и наоборот. В таблице ниже приведены соотношения зернистости шлифовальных кругов по старым и действующим стандартам.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||