Постпроцессор для PowerMILL
В 2015 году Delcam была приобретена компанией Autodesk. В настоящее время можно встретить следующие пакеты PowerMILL:
PowerMILL Standard
Поддерживает 3-х, 3+2 и 4 осевую обработки, импорт нейтральных форматов, имитация движения фрезы, резания заготовки, движения органов станка.
PowerMILL Premium
Полноценный пакет для 3-х и многоосевого фрезерования, поддержка роботов, функции контроля и предотвращения столкновений, поддержка всех доступных форматов сторонних CAD.
PowerMILL Ultimate
Имеет весь функционал модуля Premium + специализированные стратегии обработки крыльчаток, лопаток, моноколес, ребер, каналов, прямые интерфейсы к верификаторам.
3-х осевая обработка
Применение PowerMILL в данной области позволяет получить максимально эффективные управляющие программы, т.к. изначально пакет разрабатывался для обработки сложных формообразующих элементов, пресс-форм, штампов, кокилей и т.д., поэтому обладает наилучшим функционалом. На рисунке ниже показана обработка матрицы пресс-формы.

PowerMILL производит расчет траекторий внутренне триангулируя CAD модель, что гарантирует отсутствие зарезов. Это особенно важно при высокоскоростной обработке, когда зарез может привести к серьезным последствиям. Стоит отметить, что PowerMILL был первой CAM системой, в которой был реализован данный способ обработки. Высокоскоростное фрезерование предполагает малое сечение среза, а следовательно небольшие усилия резания, что продлевает срок службы инструмента и оборудования.
Подробнее о высокоскоростной обработке в PowerMILL.
5-ти осевая обработка
До недавнего времени обработка с использованием больше чем три оси считалась специальным видом обработки и применялась, как правило, в авиакосмической промышленности, а управляющие программы считали профильные научные институты. В настоящее время многоосевая обработка используется и в других областях, например обработка корпусных деталей, где поворотные органы станка позиционируют деталь в нужное положение, что позволяет исключить создание приспособлений.
Функции многоосевой обработки также широко представлены в PowerMILL и в совместном применении со специализированными стратегиями позволяют обрабатывать детали крыльчаток, лопаток, моноколес, где требуется постоянное позиционирование детали (непрерывная обработка).
Модуль ВBI (лопатки, моноколеса, крыльчатки)
Специализированный модуль для обработки лопаток, моноколес, крыльчаток. Содержит специальные стратегии, которые позволяют облегчить расчет траекторий для вышеуказанных изделий. В настоящее время содержит три стратегии:
— Выборка моноколеса
— Обработка лопаток
— Обработка ступицы
Классическая задача по программированию подобных изделий требует от инженера-программиста глубоких знаний в многоосевой обработке PowerMILL, умения строить справочные поверхности в CAD системе. Время программирования может занимать от нескольких часов до нескольких дней (в зависимости от сложности изделия).
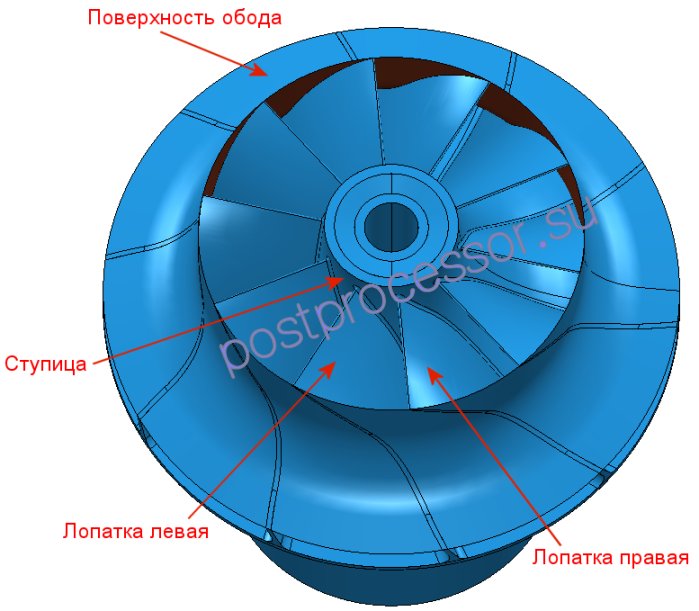
При разработке нового модуля учтены трудности «ручного» программирования. Пользователю достаточно выбрать геометрию, определяющую моноколесо или крыльчатку в отдельные наборы данных, например поверхности левой и правой лопатки, разделительной лопатки, обода и ступицы; задать величины глубины и ширины резания; способ наклона фрезы (атаки).
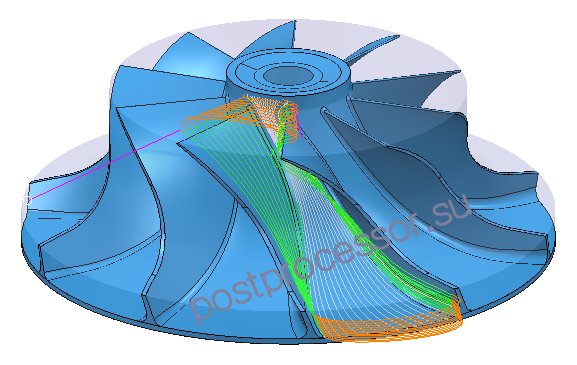
PowerMILL автоматически определяет угол наклона поверхностей лопаток, образующих межлопастное пространство, что позволяет создать цельную без разрывов траекторию. При обработке данных изделий это особенно важно, т.к. порой вертикальное врезание в материал (возникает из-за разрыва траектории) не допустимо.
Достаточно вычислить траектории для одного сектора изделия, остальные получаются круговым копированием.
На рисунке ниже показана чистовая обработка основания и лопастей крыльчатки.
В настоящее время имеются следующие ограничения в использовании данного модуля:
— применение сферического инструмента (сферические, конические сферические и дисковые сферические фрезы);
— cтупица задается неограниченной (замкнутой) поверхностью вращения;
— наличие в модели, как минимум, двух лопаток (левая и правая);
— при наличии короткой лопатки одна из ее кромок должна выходить на внешний радиус ступицы;
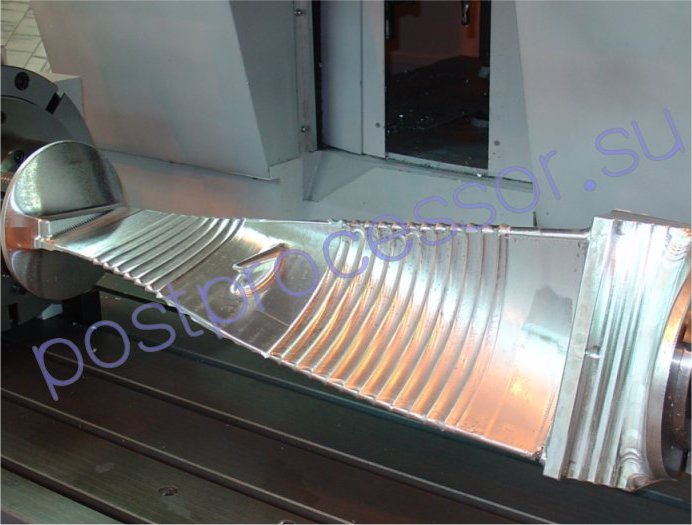
Обработка каналов
Специальный модуль PowerMILL предназначен для обработки закрытых зон, внутренних полостей, каналов. Содержит три стратегии обработки:
— Выборка канала;
— Канал погружением;
— Канал по спирали;
Особенностью работы стратегий модуля является автоматический выбор режима фрезерования, который начинается с 3-х осевой обработки открытой части изделия. При переходе в начальную часть закрытой области делается попытка применить позиционную обработку (3+2). И наконец глубокая часть закрытой зоны использует непрерывную многоосевую обработку. Переключение между режимами производится PowerMILL автоматически без разрыва траектории.
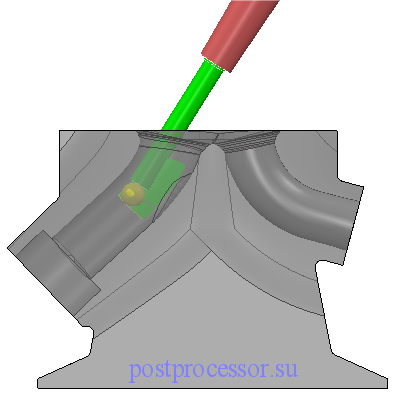
На рисунке выше производится обработка каналов в заготовке из цельного блока, подвод инструмента осуществляется с двух сторон.
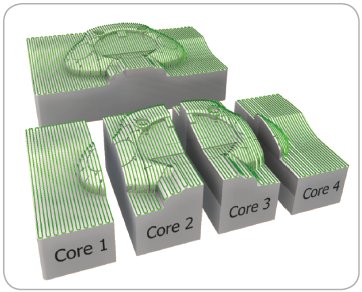
Мультипроцессорные вычисления
PowerMILL одна из немногих CAM систем, где реализована возможность мультипроцессорных расчетов. При наличии в персональном компьютере (ПК) нескольких процессоров или одного процессора с несколькими вычислительными модулями (ядрами) PowerMILL задействует все эти средства для расчета траекторий и других объектов.
Данная функция работает в двух режимах:
1. Фоновые вычисления
Пользователь производит расчет не сразу, а ставит вычисление объекта В очередь. Это дает возможность выполнять другие действия по созданию проекта обработки детали, в то время как очередь из одного или нескольких объектов обрабатывается в так называемом фоновом режиме. Если ПК имеет только один процессор, то все вычисления выполняются на нем.
2. Текущие вычисления
Все вычисления производятся после нажатия кнопки Вычислить на всех имеющихся расчетных модулях ПК. В настоящее время мультипроцессорные вычисления поддерживают следующие стратегии:
— Черновая выборка;
— Чистовой растр;
— С постоянной Z;
— Чистовая 3D Смещением;
— Отвесная + Пологая;
— Оптимизированная Z;
— Границы;
— Модель материала;
Постпроцессоры
cnc-club.ru
Статьи, обзоры, цены на станки и комплектующие.
свой постпроцессор powermill
свой постпроцессор powermill
Сообщение Sergeyyy » 12 июл 2017, 19:03

Re: свой постпроцессор powermill
Сообщение dima7411 » 12 июл 2017, 23:31
Re: свой постпроцессор powermill
Сообщение Sergeyyy » 13 июл 2017, 15:08
про пост для матча. история была такая. изначально у меня не получалось записать НС файл в павермиле. При записи вылетали ошибки broken conection. Либо файл записывался и в итоге рисовал мне траектории непонятными кругами. Облазил огромное кол-во страниц в поисках постпроцессора с которым не будет таких ошибок. Качал разные, ничего не помогало пока мне не посоветовали открыть опционный файл в pmpost и сохранить его копию. Не знаю как, но это помогло. Используя данный файл я создавал УП, уже с правильными траекториями, но с непонятными движениями станка в начале(о которых я писал в другой теме, с картинкой).
Затем у меня пропал этот файл(копиямач3пмоптз). Я решил повторить операцию с копированием простого файла.Но в этот раз ничего не получилось и я решил что стоило бы разобраться в том как написать джи код с нуля.
Все же освоение станка происходит больше методом тыка. Получится-не получится. Вроде все просто. Нарисуй модель, Потом траекторию, Загрузи ее в мач и следи как фреза работает. Но на деле постоянно появляются непреодолимые препятствия. Лезешь в интернет, ковыряешь форумы, куча страниц, ютуб. И спустя несколько часов поисков, ничего не найдя, остается лишь заходить на форум и спрашивать совета у профессионалов. При чем новичку сложно правильно сформулировать вопрос, а ответ хочется получить более развернутый.
cnc-club.ru
Статьи, обзоры, цены на станки и комплектующие.
Делюсь своим 4-х осевым постпроцессором для PowerMill 10.06

Делюсь своим 4-х осевым постпроцессором для PowerMill 10.06
Сообщение ukr-sasha » 10 июл 2013, 10:58
Re: Делюсь своим 4-х осевым постпроцессором для PowerMill 10
Сообщение aftaev » 10 июл 2013, 12:51

Re: Делюсь своим 4-х осевым постпроцессором для PowerMill 10
Сообщение Nick » 10 июл 2013, 12:54
Use the Console, Luke.

Re: Делюсь своим 4-х осевым постпроцессором для PowerMill 10
Сообщение aftaev » 10 июл 2013, 12:59

Re: Делюсь своим 4-х осевым постпроцессором для PowerMill 10
Сообщение michael-yurov » 10 июл 2013, 13:36
Ой! Спасибо огромное.
Сейчас пользоваться не буду, но планы есть.
Я для трехосевого станка себе сделал постпроцессор для килофлопа (полагю, должен подходить к большинству систем управления) из фануковского,
А строить 5-осевой станок побаиваюсь, т.к. предполагаю, что не смогу написать постпроцессор.
Теперь знаю, к кому обращаться!
Re: Делюсь своим 4-х осевым постпроцессором для PowerMill 10
Сообщение Nick » 10 июл 2013, 13:45
Use the Console, Luke.
Re: Делюсь своим 4-х осевым постпроцессором для PowerMill 10
Сообщение michael-yurov » 10 июл 2013, 13:49
Re: Делюсь своим 4-х осевым постпроцессором для PowerMill 10
Сообщение Nick » 10 июл 2013, 14:04
Use the Console, Luke.

Re: Делюсь своим 4-х осевым постпроцессором для PowerMill 10
Сообщение Serg » 10 июл 2013, 17:27
Re: Делюсь своим 4-х осевым постпроцессором для PowerMill 10
Сообщение michael-yurov » 10 июл 2013, 17:33
Re: Делюсь своим 4-х осевым постпроцессором для PowerMill 10
Сообщение nkp » 10 июл 2013, 17:37
Re: Делюсь своим 4-х осевым постпроцессором для PowerMill 10
Сообщение michael-yurov » 10 июл 2013, 18:35
Re: Делюсь своим 4-х осевым постпроцессором для PowerMill 10
Сообщение ukr-sasha » 10 июл 2013, 20:23
Re: Делюсь своим 4-х осевым постпроцессором для PowerMill 10
Сообщение aftaev » 10 июл 2013, 20:30
Re: Делюсь своим 4-х осевым постпроцессором для PowerMill 10
Сообщение ukr-sasha » 10 июл 2013, 20:33
Re: Делюсь своим 4-х осевым постпроцессором для PowerMill 10
Сообщение aftaev » 10 июл 2013, 20:38
Re: Делюсь своим 4-х осевым постпроцессором для PowerMill 10
Сообщение ukr-sasha » 10 июл 2013, 21:49
Re: Делюсь своим 4-х осевым постпроцессором для PowerMill 10
Сообщение aftaev » 10 июл 2013, 22:03
Новый постпроцессор для PowerMILL
В современной механообработке одним из заключительных этапов подготовки производства является создание управляющих программ для станков с ЧПУ. В CAD/CAM-пакетах эту функцию выполняют специальные программы постпроцессоры. От того, насколько корректно постпроцессор сгенерирует программу, во многом будет зависеть окончательный результат обработки детали. На рынке CAD/CAM-продуктов существуют десятки систем, которые позволяют создавать управляющие программы на основе исходных траекторий. Среди них следует выделить два основных типа: настраиваемые и ненастраиваемые постпроцессоры.
Ненастраиваемые постпроцессоры, которые часто создаются производителями контроллеров ЧПУ, как правило, очень надежны, но из-за небольшого набора параметров настройки недостаточно гибки. Для тех, кто желает получить нестандартный результат, упростить программу, облегчить ее запуск и наладку детали на станке, больше подойдут настраиваемые постпроцессоры, которые, в частности, незаменимы при создании программ для станков со специфическими контроллерами и с особой кинематикой.
Год назад компания Delcam plc пополнила линейку CAD/CAM-систем новым модулем постпроцессирования PM-Post. Универсальный постпроцессор PM-Post предоставляет широкие возможности при создании управляющих программ любой сложности для фрезерных станков с ЧПУ. Постпроцессор опирается на мощную CAM-систему PowerMILL. Обработка исходной траектории осуществляется с помощью опционного файла это своего рода описание конфигурации станка и системы ЧПУ, то есть файл конфигурации станка. В любой момент пользователь может создать, изменить опционный файл или создать с его помощью управляющую программу. Большим преимуществом программы является сочетание как простых, так и сложных подходов к созданию управляющих программ. Простейший опционный файл для трехосевой обработки может быть очень быстро создан с помощью интуитивно понятного дружественного интерфейса.
Постпроцессор и редактор опционных файлов
Программа PM-Post состоит из двух модулей: постпроцессора и редактора опционных файлов.
Постпроцессор это модуль, в котором генерируются управляющие программы (УП) для выбранной системы ЧПУ. В отличие от прежнего модуля DuctPost, построцессор имеет простой и понятный интерфейс с возможностями наглядной работы над файлами, их просмотра и отладки. Все операции с данными отображаются в окне программы в виде древовидной структуры, позволяющей легко отслеживать загруженные файлы траекторий, опционные файлы и сгенерированные программы. Интерфейс обеспечивает автоматический контроль изменений в конфигурации системы ЧПУ и указывает пользователю на необходимость обновления полученных ранее данных. Пользователь может сохранить текущую сессию для последующей работы. Модуль отслеживает существование файлов в сессии при каждой загрузке. PM-Post имеет минимальный, но вполне достаточный набор настроек для выполнения необходимых работ по созданию УП. Модуль прост в изучении и использовании.
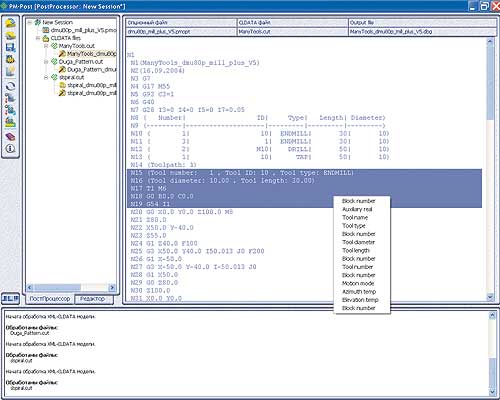
Постпроцессор позволяет генерировать управляющую программу в двух режимах: в обычном и в режиме отладки. Режим отладки предназначен для проверки или корректировки опционных файлов. В этом режиме пользователь путем быстрого перехода в редактор опционных файлов может корректировать такие моменты, как неправильный вывод для команд или неверный формат для каких-либо параметров вывода в генерируемой управляющей программе. Если в режиме отладки пользователь обнаружил в сгенерированной управляющей программе неверный вывод, то он может с помощью всплывающего меню постпроцессора или просто двойным щелчком мыши перейти в настройки соответствующей команды или параметра для его редактирования. После этого можно вернуться в постпроцессор, заново сгенерировать управляющую программу в режиме отладки и сравнить старый вывод с новым. Все это позволяет наглядно оценить проведенные им изменения.
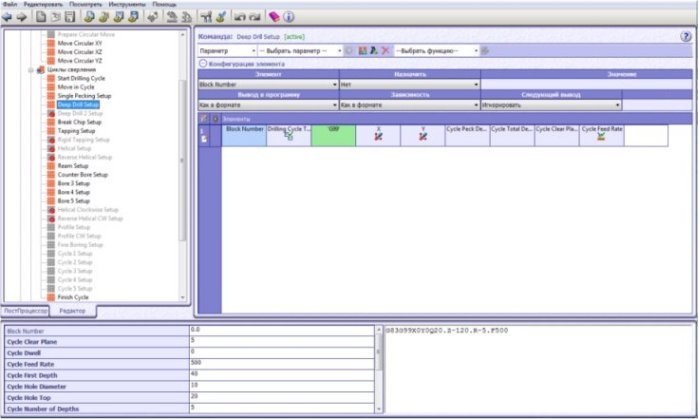
Модуль редактирования предназначен для создания новой и редактирования существующей конфигурации системы ЧПУ (опционных файлов). Взаимосвязанный интерфейс настройки параметров позволяет с легкостью конфигурировать стойку любой сложности.
Внутренняя структура данных объединяет в себе основные параметры настроек для наиболее распространенного набора конфигураций. Интерфейс построен на основе древовидной схемы отображения состава текущей конфигурации и поблочной схемы просмотра состава каждой ветки структуры. Эта схема позволяет легко определить необходимую позицию и внести изменения в конфигурацию для получения требуемого результата.
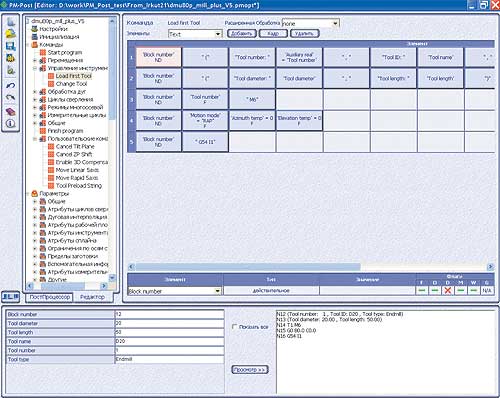
Принцип создания файла конфигурации заключается в том, что управляющая программа разделяется на ряд блоков, каждый из которых отвечает за определенную функцию программы: за начало программы, за смену инструмента, за линейные, круговые, ускоренные перемещения и т.д. Каждому блоку программы в PM-Post соответствует команда, описывающая структуру кадров данного блока в виде таблицы: строка таблицы это выводимый кадр программы, а элемент строки выводимый в кадре параметр. Пользователь может контролировать правильность конфигурирования любого блока с помощью предварительного просмотра представления данного блока в виде NC-команд. Взаимосвязанные переходы между блоками, параметрами и форматами их вывода позволяют быстро получить необходимую конфигурацию параллельно с проверкой. Интерфейс программы предоставляет инструментарий для связывания параметров настройки между собой, что дает возможность назначения некоторых условий вывода данных в УП в зависимости от входных данных. В интерфейс встроена система сообщений пользователю о внесенных изменениях и возникающих ошибках. Операции отмены действий позволяют пользователю переходить на любую стадию разработки.
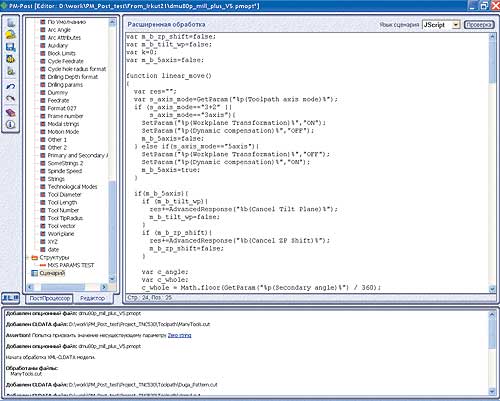
Для конфигурирования систем контроллеров со сложной кинематикой и для решения некоторых специфических задач PM-Post снабжен весьма мощным инструментом модулем расширенной обработки, который базируется на использовании технологии программирования Microsoft Active Scripting и стандартных языков программирования JScript и VBScript.
Расширенная обработка
В ряде случаев для реализации какой-либо функциональности (особенно если эта функциональность отличается от стандартной) базовых возможностей редактора опционных файлов PM-Post бывает недостаточно. Эта проблема решается с помощью так называемой расширенной обработки, которая обеспечивается редактором. Обрабатываемый постпроцессором файл траектории (CLDATA), это последовательность команд, которые PM-Post обрабатывает одну за другой. С помощью функций расширенной обработки можно изменять реакцию PM-Post на появление определенных команд. Используя расширенную обработку в опционном файле, пользователь фактически переопределяет по своему усмотрению стандартную функциональность PM-Post в нужном месте.
Расширенная обработка в редакторе опционных файлов представляет собой набор функций, написанных на JScript или на VBScript по желанию пользователя. Любая функция может быть привязана к определенной команде, после чего функция начинает запускаться постпроцессором каждый раз, когда эта команда приходит из CLDATA. При этом можно изменять значения внутренних параметров PM-Post, проверять их текущие состояния, запускать команды PM-Post или команды, созданные пользователем, а также напрямую получать доступ к обрабатываемому файлу CLDATA, который представлен в виде XML-модели, и читать из него данные, что может быть полезно, например, при составлении таблицы инструментов в начале программы. Гибкость редактора обусловливается тем, что пользователю доступны все возможности скриптового языка, используемые для написания функций расширенной обработки, вплоть до подключения таких внешних COM-объектов, которые применяются для расчетов, но не реализованы в PM-Post, хотя они необходимы пользователю.
Многоосевая обработка
В последнее время широкое распространение получила многоосевая обработка, представляющая собой наиболее перспективный метод изготовления деталей сложной формы. Разумеется, вручную написать программу многоосевой обработки задача практически невыполнимая. Однако система PowerMILL отлично справляется с этой работой, поскольку имеет в своем арсенале разнообразные стратегии многоосевой обработки. PM-Post, в свою очередь, способен сгенерировать на основе имеющихся траекторий CLDATA управляющие программы для многоосевых станков. Тестирования проводились для моделей станков с количеством осей до шести включительно. При этом кинематическая модель станка (расположение его элементов в пространстве и их взаимосвязь) задавалась в стандартном формате, используемом фирмой Delcam plc и именуемом форматом Machine Tool Data (MTD-форматом). Этот формат достаточно гибок и позволяет создать кинематическую модель (MTD-модель) для подавляющего большинства существующих на сегодня станков; к тому же MTD-формат представлен в виде XML и весьма прост в редактировании.
Файл с MTD-моделью, содержащий информацию о данном станке, может быть загружен внутрь опционного файла PM-Post, в котором имеется информация о конкретной системе ЧПУ. Таким образом, создается связка «система ЧПУ станок», используемая для генерации управляющих программ, например связка для станка DMU80P и системы ЧПУ MillPlus IT. Такая схема, в частности, позволяет хранить уже готовые файлы конфигураций и MTD-файлы с кинематическими моделями станков по отдельности и при необходимости связывать их друг с другом. Реализована и возможность подключить другую кинематическую модель к уже готовому и используемому опционному файлу, чтобы быстро получить новый опционный файл, готовый к работе для другого станка с аналогичной системой ЧПУ.
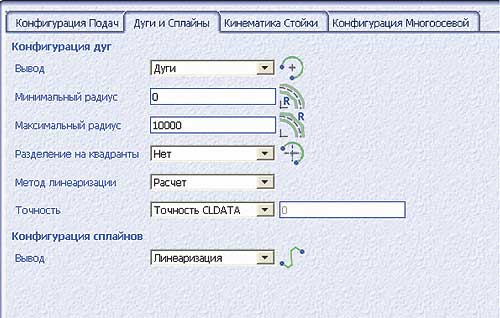
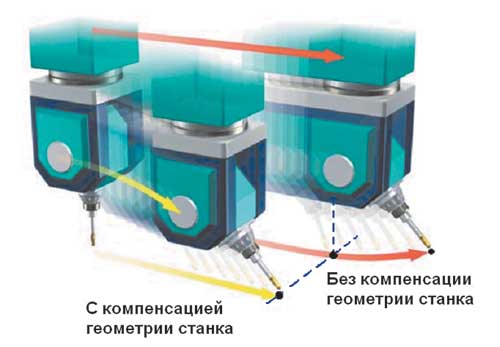
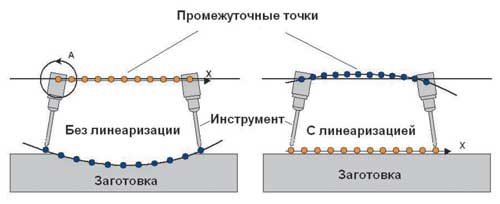
При работе с многоосевыми траекториями PM-Post поддерживает как «чистую» многоосевую обработку, так и обработку типа «3+2», то есть переход в заданную локальную систему координат и генерацию в ней 3-осевой программы. Также поддерживается линеаризация многоосевых перемещений с заданной точностью. Во всех случаях вывод координат может быть настроен пользователем по своему усмотрению. Так, для команды перемещения можно задать машинные координаты или применить RTCP-вывод (Rotate Tool Center Point), когда контроллер компенсирует геометрию станка. Могут быть также указаны углы поворота вокруг поворотных осей станка или вектор направления инструмента в пространстве.
Подводя итог вышесказанному, можно со всей ответственностью утверждать, что новый модуль постпроцессирования PM-Post позволяет создать файл конфигурации для любого 5- и даже 6-осевого станка, обеспечивая легкость и гибкость его настроек.
Опыт применения PM-Post
Применение PM-Post позволило существенно повысить эффективность программ для станков с ЧПУ. В частности, это касается комбинаций нескольких траекторий в одной программе. PM-Post позволяет генерировать управляющую программу, которая может содержать несколько разнотипных траекторий. Таким образом сокращается время, необходимое оператору для загрузки следующей программы, и упрощается работа с файлами программы.
Серьезная проверка PM-Post проводилась в Великобритании, Канаде, Германии, где он используется партнерами фирмы Delcam plc. Многим из них он позволил получить такие преимущества, которые не способен обеспечить ни один другой постпроцессор. PM-Post прошел успешные испытания на Иркутском авиационном заводе в филиале корпорации «Иркут», где он применяется как постпроцессор для станков DMU с контроллером MillPlus IT и по сей день.

Вышеперечисленные особенности постпроцессора PM-Post делают его незаменимым инструментом для быстрого и эффективного создания всех типов управляющих программ независимо от типа контроллера и конфигурации станка. Инженер, обладающий навыками работы с PM-Post, может получить практически любой вывод данных в программу, ограниченный только его воображением и реальными потребностями. Однако нет предела совершенству команда разработчиков продукта не прекращает улучшать пользовательский интерфейс, осваиваются новые типы многоосевой обработки, упрощается добавление многих стандартных элементов в опционный файл. Инженеры фирмы Delcam plc постоянно пополняют базу готовых опционных файлов, тщательно протестированных на станках с ЧПУ. На очереди работа с форматами других CAD/CAM-систем, обратный инжиниринг, связь с контрольно-измерительными программами и другие уникальные функции.